



三合一送料機各部位的調整方法
1、送料高度的調整:
a.為了對應沖壓裝置的高度,必須調整整平送料機的送料高度。
b.晉志德三合一送料機送料高度調整部位如下圖所示:
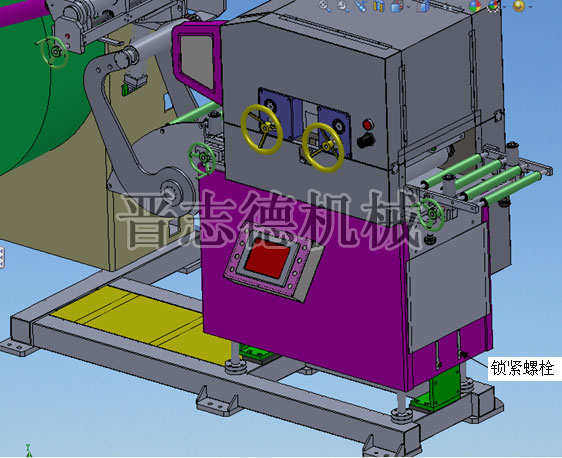
c.調整時先松開整平送料機左、右側面的4個鎖緊螺栓,然后在操作面板上按機臺上升或機臺下降按鈕就可隨意調整送料高度。
d.調整之后,再鎖緊螺栓。
e.在操作面板上按鈕前一定要先松開左、右側面的4個鎖緊螺栓。
2、入口寬度滾輪的調整:
a.在三合一送料機手動操作方式打開入口輥。
b.入口寬度滾輪調整部位如下圖所示:
c.轉動手輪前后擋料輪同時向中間材料靠攏,前、后兩組擋料輪的間距應適當寬于材料。
d.調整后材料要通過模具的中心,送料機與材料要平行。
3、矯正量調整:
a.卷材通過上下整平滾輪之間時可以將材料矯平,晉志德三合一送料機把上下整平滾輪打開的程度定義為矯正量,矯正量的大小影響機器對材料的矯平效果。
b.晉志德三合一送料機矯正量調節部位如下圖所示:
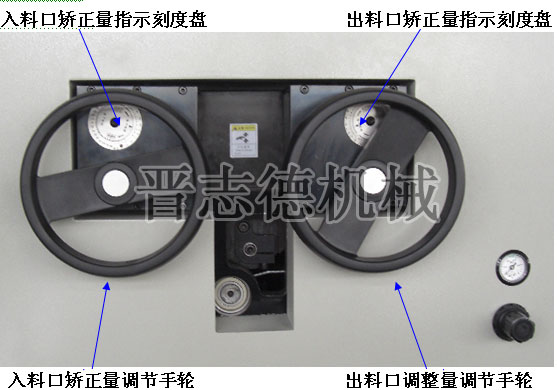
c.矯正量的大小根據材料厚度、材料材質、材料寬度、材料變形情況等實際情況綜合調整。
d.矯正量調整合適時,材料就從出料口筆直的被擠出來。
e.調整矯正量時請讓入料口的矯正量小于出料口的矯正量。
f.調整時請在晉志德三合一送料機手動方式操作送料伺服電機正轉、反轉,反復調整,直到矯正效果滿意位置。
4、出料輪即送料輪加壓力的調整:
a.根據通過材料的不同來調整送料輪的加壓力。
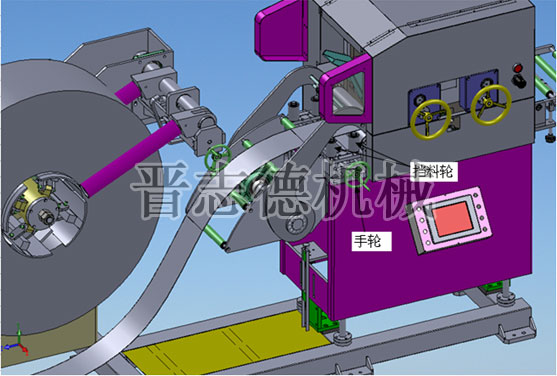
b.晉志德三合一送料機送料輪加壓力調整部位如下圖所示:

c.調整時向外拉出調整旋鈕(漏出橙色標記),然后旋轉調整旋鈕就可以調整出料輥輪的加壓力,順時針扭轉,輥輪的加壓力就會加強,逆時針扭轉,輥輪的加壓力就會減弱。
d.調整完畢時向里推調整旋鈕,鎖緊調整旋鈕(橙色標記消失)。
e.出現材料打滑、不能正確送料的現象時,很可能的原因是三合一送料機加壓力不夠,另外,材料有滾軋痕跡的話,就是加壓力過大造成的。
文章發表:http://www.iq7073.com/news_tzbw.html